连接形式对夹
类型(通道位置)光圈阀
驱动方式电子
公称直径20cm
公称压力50bar
功能用途放料
颜色灰色
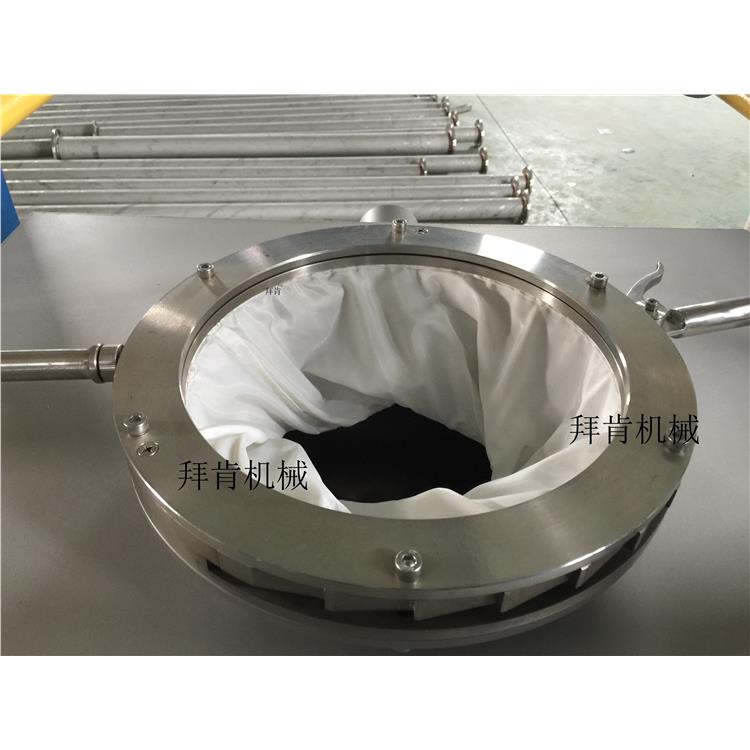
材质不锈钢
卫生级光圈阀是一种用于食品、制药和生物技术等行业的阀门,主要用于控制流体的流量和流速。它的设计符合卫生标准,避免了细菌的滋生和污染,确保流程的安全与卫生。
### 特点
1. **卫生设计**:光圈阀通常采用无死角的设计,避免流体滞留,减少污染风险。
2. **材质**:常用不锈钢(如304、316L等)制造,符合食品和药品行业的标准。
3. **简易清洗**:可拆卸结构便于清洗,并能够进行在线清洗(CIP)和(SIP)。
4. **流量控制**:通过调节阀门的开度,能够实现流量的控制。
### 应用领域
- **食品和饮料工业**:用于果汁、饮料、乳制品等的生产和输送。
- **制药行业**:用于药品的生产、存储和输送,确保药品的洁净度。
- **生物技术**:在生物反应器和培养基输送中使用。
### 选型注意事项
在选择卫生级光圈阀时,需要考虑以下因素:
1. **介质种类**:根据需控制的流体性质(如粘度、温度等)选择合适的阀门。
2. **压力和温度**:确保阀门能够承受使用环境下的压力和温度。
3. **连接方式**:根据管道系统的设计,选择合适的连接方式(如焊接、夹紧等)。
4. **控制方式**:根据需要选择手动、气动或电动控制的阀门。
如果您想了解更具体的产品或技术细节,欢迎继续咨询!
双层光圈阀(也称为双层调节阀或双层孔阀)是一种用于流体控制的阀门,其主要功能包括:
1. **流量调节**:通过调整两层光圈的开度,可以控制流体的流量,从而满足系统对流量的不同需求。
2. **压力控制**:双层光圈阀可以帮助在管道系统中维持稳定的压力,避免因流量变化导致的压力波动。
3. **分流与合流**:在需要将流体分配到多个方向或合并多个流体流动的系统中,双层光圈阀可以实现流体的分流和合流功能。
4. **防止回流**:双层光圈阀可以设计成防止流体逆流,保护系统的正常运行。
5. **适应性强**:适用于多种不同介质的流体控制,常见于水处理、化工、电力等领域。
总之,双层光圈阀在流体控制系统中发挥着重要的作用,通过其结构特点,能够实现更加灵活和的流体调节。

光圈阀(又称调光阀或可调节光圈阀)主要用于控制气体或液体流动的设备。它的作用主要包括以下几个方面:
1. **流量调节**:光圈阀通过调节其开口的大小,可以控制流体的流量,满足不同工艺要求。
2. **压差控制**:通过调节光圈的开口,可以有效控制系统内的压力变化,维持设备的正常运行。
3. **防止流动冲击**:光圈阀可以平滑流体的流动,减少流动冲击对管道和设备的损害。
4. **提高系统效率**:通过优化流体的流动状态,光圈阀可以提高整体系统的工作效率。
5. **保护设备**:在某些应用中,光圈阀可以防止因流量过大或过小而导致的设备损坏。
6. **噪音控制**:适当的调节光圈可以减少流体流动过程中的噪音,提升工作环境的舒适度。
总之,光圈阀在众多工业应用中发挥着重要的作用,能够有效提升系统的稳定性和安全性。

食品级304光圈阀是一种常用于食品加工和制造行业的阀门,其主要作用包括:
1. **流量控制**:光圈阀能够控制流体(如液体和气体)的流量,确保生产过程中的物料输送稳定。
2. **防止污染**:由于其采用食品级304不锈钢材料制造,光圈阀具备良好的耐腐蚀性和抗污染能力,可以有效避免食品在输送过程中的污染。
3. **清洗和维护方便**:305不锈钢对于清洗剂和高温蒸汽具有良好的耐受性,便于阀门的卫生清洗,符合食品行业严格的卫生标准。
4. **耐高温和耐高压**:食品级304光圈阀具备较好的耐高温和耐高压性能,可以在苛刻的工作环境中正常运行。
5. **自动化控制**:光圈阀可以与自动控制系统结合,实现流程的自动化管理,提高生产效率。
通过这些功能,食品级304光圈阀在食品加工、饮料生产以及其他需要严格控制卫生和流量的领域中发挥着重要作用。

卫生级光圈阀是一种专门设计用于食品、饮料、制药等卫生要求较高的行业中的阀门。其主要功能包括:
1. **控制流量**:光圈阀能够调节流体的流量,以满足生产工艺的要求。
2. **防止污染**:采用卫生级设计,材质和结构能够有效防止介质在流动过程中受到污染,确保产品的安全和卫生。
3. **便于清洗**:卫生级光圈阀通常采用易于清洗的设计,便于清洗和消毒,以满足卫生标准。
4. **密封性能好**:光圈阀拥有良好的密封性能,防止液体泄漏和气体侵入,保证系统的密封性。
5. **耐腐蚀性**:由于使用在特殊行业,卫生级光圈阀通常采用耐腐蚀的材料制造,以适应多种介质的流动。
6. **自动化控制**:许多现代卫生级光圈阀可与自动化系统集成,实现远程控制和监测,提升生产效率。
7. **多种安装方式**:卫生级光圈阀可以根据实际需求,采用不同的安装方式,灵活适配管道系统。
总之,卫生级光圈阀在确保产品质量和生产效率方面扮演着重要角色,是现代工业中的设备之一。
卫生级光圈阀广泛应用于多个行业,主要包括:
1. **食品行业**:在食品加工、储存和运输过程中,确保产品的卫生和安全。
2. **制药行业**:用于药品的生产和分配,以防止污染,确保药品的质量。
3. **生物技术**:在生物制剂和疫苗的生产中,保证无菌和卫生环境。
4. **饮料行业**:在软饮、啤酒、葡萄酒等生产过程中,确保产品的纯净和口感。
5. **化妆品行业**:在化妆品的制造和包装中,保持产品的卫生性。
6. **化工行业**:特别是在需要高卫生标准的特殊化学品的生产中。
这些行业选择卫生级光圈阀主要是因为其设计符合卫生标准,易于清洗,能够有效防止流体污染。
http://www.shbpe.cn